



Services offered
This ever growing list only represents the work we do on a regular basis. If you need something performed that isnt listed here, please do not hesitate to ask us!
Looking for financing options? Click here to download our Credit Application!
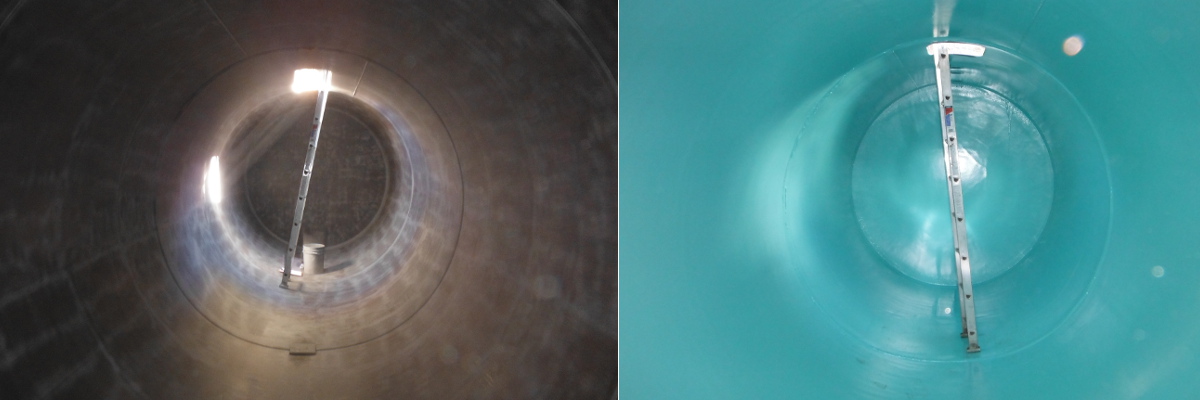
- AST and UST Interior Coatings
- AST and UST Exterior Coatings
- Portable Sandblasting and Quality Coatings on any Surface
- Portable Coating of Concrete Vaults
- Portable Work on Tanker Trucks; Tuel, Water, Fish and Game, Waste Materials
- Floor, Tower, and Hydro-Electric Coatings
- AST Exterior Cleaning & Restoration
- AST and UST Interior Cleaning, Lining & Restoration
- Cleaning of All Types of Storage Vessels; Fuel, Oil, Chemical, Water, Food, Etc.
- AST and UST Decommissioning & Removal
- Secondary Containment Restoration
- Small-scale Environmental Cleanup for UST leaks
- Phase I & II environmental work
- Hazardous Materials Management
- Non-entry Digital Inspections via Remote Cameras
- Man-entry visual UST Interior Lining Inspections; No Remote Cameras
- BARCOL/Shore D Hardness
- Ultrasound Thickness (UT) test
- Magnetic Flux Testing (Tank Bottoms)
- Vacuum Box (Weld Seams)
- AST STI SP001 Inspections
- AST Fiberglass Tank & Pipe Institute RP 2007-1 Inspections
- IBC Inspections and Testing
- NACE II Inspections
- ASNT II Inspections
- NFPA 25 Inspections, Testing and Maintenance
- We can also handle your API 653, API 620 and API 570 Inspections!
- AST STI SP001 Inspections
-
AST STI SP001 Inspections
STI SP001 meets the intent of 40 CFR 112.8(c)(6) which states, "Test or inspect each aboveground container for integrity on a regular schedule and whenever you make material repairs. You must determine, in accordance with industry standards, the appropriate qualifications for personnel performing tests and inspections, the frequency and type of testing and inspections, which take into account container size, configuration, and design (such as containers that are: shop-built, field-erected, skid-mounted, elevated, equipped with a liner, double-walled, or partially buried). Examples of these integrity tests include, but are not limited to: visual inspection, hydrostatic testing, radiographic testing, ultrasonic testing, acoustic emissions testing, or other systems of non-destructive testing. You must keep comparison records and you must also inspect the container's supports and foundations. In addition, you must frequently inspect the outside of the container for signs of deterioration, discharges, or accumulation of oil inside diked areas. Records of inspections and tests kept under usual and customary business practices satisfy the recordkeeping requirements of this paragraph."
-
AST STI SP001 Inspections
- AST Fiberglass Tank & Pipe Institute FT&V RP 2007-1 Inspections
-
The Fiberglass Tank & Pipe Institute has published FT&V RP 2007-1 (Formerly FTPI 2007-1) Recommended Practice for the In-service Inspections of Aboveground Atmospheric Fiberglass Reinforced Plastic (FRP) Tanks and Vessels. This Recommended Practice was developed over three years in response to requests by aboveground fiberglass tank users, engineering companies and governmental bodies. Members of the Institute and an industry peer review group have shared their fabrication, operation and maintenance expertise on aboveground fiberglass tank in corrosion resistant applications to make this publication possible.
Recommended Practice FT&V RP 2007-1 may be used for the inspection of aboveground fiberglass tanks or vessels in Animal Fats, Vegetable Oil (AFVO) oily water, or other materials subject to the SPCC Rule or in Hazardous Substance service. Such FRP tanks and vessels would include those fabricated to meet the following standards:- ANSI/AWWA D120 Thermosetting Fiberglass-Reinforced Plastic Tanks
- ANSI/AWWA D121 Bolted Aboveground Fiberglas-Reinforced Plastic Panel-Type Tanks for Water Storage; Aboveground FRP field assembled water storage tanks
- NFPA 22 Standard for Water Tanks for Private Water Protection
- API Specification 12P Specification for Fiberglass Reinforced Plastic Tanks
- ASME, ASTM and UL standards: see FT&P Institute white paper
- “Fiberglass Reinforced Thermoset Plastic Tank & Piping Standards”
- ASME RTP-1 Reinforced Thermoset Plastic Corrosion-Resistant Equipment
- “RTP Vessels operating at pressures not exceeding 15 psig above any hydrostatic head”
Other standards where FT&V RP 2007 may not apply:
-
- ATG / Tank Monitor Certifications, Service & Installs
- NWTLI is able to Certify, Install and ALSO Service your existing or future Tank Monitor. We frequently come across Veeder Root, Incon/Franking Fueling, OPW, Ronan, Simmons, OMNTEC, and Pneumercator units. With 15 years of experience in a wide range of monitors, and the most common parts stocked on our trucks, we can generally address any problem while on site. If we cannot, every effort will be made to get the issue resolved ASAP.
- Line Tightness Testing
- NWTLI uses the Acurite Pipeline Tester, which is the answer to convenience and economy in precision line testing equipment. The unit can safely test suction or pressure product lines to a maximum pressure of 75 psig. This enables testing of product delivery systems at 1.5 to 2 times normal operating pressure. A 30 minute stabilization time is monitored, then a thirty minute/constant pressure test is performed using pressurized nitrogen or other inert gas, thereby increasing the precision without creating a dangerous gas mixture. The unit has been Third Party Certified to detect a 0.01 gallon per hour leak and therefore exceeds the EPA standard for precision testing of pipelines.
- Line Leak Detector Testing (Mechanical and Electronic)
-
Mechanical Line Leak Detector
Mechanical Line Leak Detectors (MLLDs) are pressure-operated valves designed to detect leaks of 3 or more gallons per hour (gph). Typically, they are installed on the head of the submersible pump located in a containment sump. MLLDs perform a test of the piping each time the pump is turned on. In the event of a failed leak test, MLLDs are usually only capable of reducing the flow of product to the dispenser, not stopping it completely. -
Electronic Line Leak Detector
Electronic line leak detectors (ELLDs) represent a significant technological advancement over Mechanical Line Leak Detectors. ELLDs usually incorporate a microprocessor, enabling a wider variety of test options. They also feature precisely calibrated sensors that allow for more sensitive tests on the piping. An ELLD is composed of a detection element that feeds data to a control panel. This panel interprets the data collected by the detection element and communicates the results to a tank operator by means of digitized display and/or text printout. The control panel can trigger audible and visible alarms and even shut off a pump in the event of a failed leak test. Additionally, the control panel allows a tank operator to program periodic line leak tests or to conduct a test whenever the lines have been inactive for extended periods. ELLDs are designed to detect large leaks of 3.0 gph or higher as well as smaller leaks of 0.1 gph and 0.2 gph (with corresponding software).
-
Mechanical Line Leak Detector
- Cathodic Protection Testing
-
Sacrificial Systems
In the application of passive cathodic protection, a galvanic anode, a piece of a more electrochemically "active" metal, is attached to the vulnerable metal surface where it is exposed to an electrolyte. Galvanic anodes are selected because they have a more "active" voltage (more negative electrode potential) than the metal of the target structure (typically steel). For effective cathodic protection, the potential of the steel surface is polarized (pushed) more negative until the surface has a uniform potential. -
Impressed Current Systems
For larger structures, or where electrolyte resistivity is high, galvanic anodes cannot economically deliver enough current to provide protection. In these cases, impressed current systems are used. These consist of anodes connected to a DC power source, often a transformer-rectifier connected to AC power.
-
Sacrificial Systems
- Secondary Containment Testing and Repair (SB989)
- Periodic Testing of AST/UST secondary containment systems is required in many states. Those that have not adopted requirements are doing so in the VERY near future. Have NWTLI come in, assess your containment systems, test, and repair any issues. This will not only prepare you for forthcoming changes to requirements, but will also give you the peace of mind that if a release happens, it is captured in a liquid tight containment system!
- Stage I & II Vapor Recovery Testing
-
Stage I Vapor Recovery
Stage I vapor recovery is a control strategy to capture gasoline vapors that are released when gasoline is delivered to a storage tank. The vapors are returned to the tank truck as the storage tank is being filled with fuel, rather than released to the ambient air. -
Stage II Vapor Recovery
The Stage II system is designed to capture displaced vapors that emerge from inside a motor vehicle fuel tank, when gasoline is dispensed into the tank. Gasoline vapors accumulate in automobile and truck tanks, above the liquid level. When the vehicle tanks are filled, the rising liquid forces these vapors to seek an escape route, typically to the atmosphere. When a conventional nozzle is used (no Stage II provisions), the displaced vapors flow out around the nozzle and into the air.
-
TP201.3 Pressure Decay Testing
Determination of 2 Inch WC Static Pressure Performance of Vapor Recovery Systems of Dispensing Facilities. -
TP201.1E Vent Cap Testing
Leak Rate and Cracking Pressure of Pressure/Vacuum Vent Valves.
-
TP201.5 Air to Liquid Testing (A/L)
Determination (by Volume Meter) of Air to Liquid Volume Ratio of Vapor Recovery Systems of Dispensing Facilities. -
TP201.4 Blockage Testing
Dynamic Back Pressure.
-
Stage I Vapor Recovery
- Monthly Site Inspections
- Hands On Operator A/B/C Training
- Remote Monitoring Solutions for ATG / Tank Monitors
- NWTLI is pleased to provide our customers with remote monitoring for tank monitors, as well as permit, report, and secure document storage off site. Call us today for our COMPREHENSIVE packages availabe!
- Site Compliance Audits
- AST and UST Fuel Polishing and Treatment
- Biocide Treatment
- Water Removal
- Fuel Sampling
- Marine – Marina storage tanks, gasoline & diesel boats, including US Coast Guard Vessels
- Critical Power – Hospital and Data Center generator day tanks and large storage tanks
- Retail Fueling – C-Stores and Truck Stops underground diesel & gasoline storage tanks
- Fleet & Construction Equipment fuel tanks
- Remediation of phase separated ethanol blended fuels
- Aviation Fuel Storage Tanks – Avgas and Jet-A
- Industrial – Hydraulic and lube oil